Case Study 2
Improving Waste to Energy Plant Performance by replacing frequently failing thermowells.
Background
OEM specified thermowells were failing every 1 to 2 months. Due to the location, the removal/replacement process was challenging, time consuming and expensive.
Measuring task
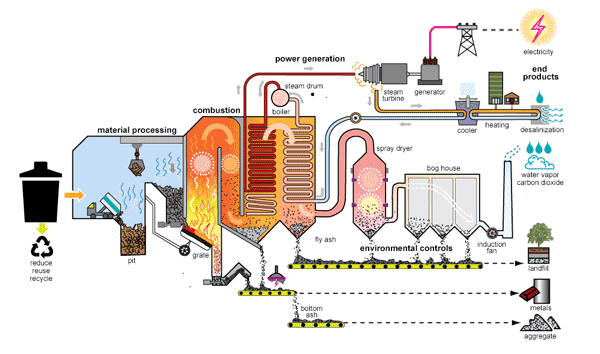
Thermocouples were installed to monitor the very high temperatures in the ceiling and the second pass of the combustion chamber in order to monitor performance and the protection of the refractory as well as Sulphur and NOx which is a critical measurement for the emissions reporting.
Customer issues
The customer was experiencing high levels of thermowell failure due to corrosion caused by chlorides in the flue gas derived from burning of plastic (PVC). Inconel 800 had been selected for OEM design which was considered suitable to combat high temperatures (1000 Deg C) in the combustion zone. Chlorides were corroding the Inconel 800 thermowell within 1-2 months, resulting in failure and loss of signal.
Due to the location, the removal/replacement process was challenging, time consuming and expensive. These measurements are critical to plant operation, frequent failures and swap outs are undesirable.
Solution
Special alloy material was used to manufacture the thermowells. This enabled them to withstand the high temperatures and also the corrosive effect of the variable flue gas chemical compositions.
The result was increased reliability of temperature measurement. Inspection during the 6 monthly scheduled outage following the upgrade enabled an informed decision to confidently leave them installed until the next scheduled outage. The upgraded thermowells contributed to the safe operation of the combustion chamber refractory lining and control NOx released from the station, which is critical to fulfil emissions legislation.
Improving Waste to Energy Plant Performance by replacing frequently failing thermowells.
Click here to read Case Study 1
Click here to return to Unplanned outages in waste to energy plants